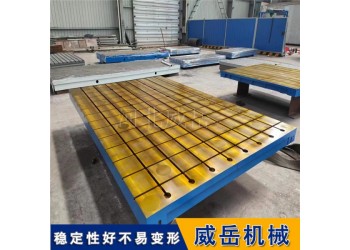
性能優越的實力派“演員”—T型槽鑄鐵平臺
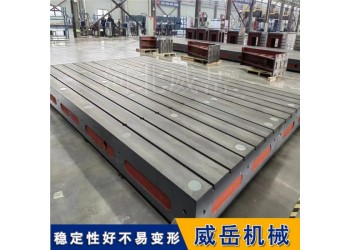
T型槽鑄鐵平臺作為工業制造領域的基礎裝備,其性能優越性體現在結構設計、材料特性與功能拓展上。這種平臺以強度鑄鐵為基材,通過T型槽的模塊化設計,實現了承載穩定、擴展靈活三大核心優勢,成為機械加工、檢測裝配、科研實驗等場景中不可或缺的工裝載體。
一、材料科學鑄就的物理性能基石
鑄鐵材質的選擇是T型槽平臺性能優越的核心保障。HT250灰鑄鐵作為主流材料,其石墨片狀結構賦予平臺的物理特性:石墨的潤滑作用使平臺具備優異減震性能,可吸收設備振動量的20%-30%;碳元素形成的蜂窩狀結構則提升了散熱效率,在連續工作環境下溫差波動小于±2℃。更關鍵的是,鑄鐵經過時效處理后內部應力去掉率達95%以上,配合刮研工藝可使平面度達到0.01mm/m?,這種穩定性使平臺在溫度變化或載荷沖擊下仍能保持幾何精度。某汽車零部件企業對比測試顯示,同等工況下鑄鐵平臺比焊接鋼結構平臺的變形量減少67%。
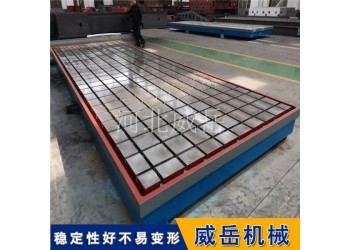
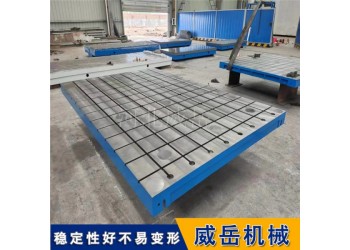
二、T型槽系統的模塊化
平臺表面的T型槽陣列設計構建了無限可能的工裝系統。標準化的槽口尺寸(常見14/16/18/22mm系列),通過螺栓、定塊、角鐵等元件的組合,能在15分鐘內完成復雜工裝重構。某制造企業的表明,采用T型槽平臺后發動機殼體裝配工裝的切換時間從傳統方式的4小時縮短至30分鐘。槽口邊緣的45°倒角設計不僅防止應力集中,還實現了夾具±0.05mm的重復定精度。更值得關注的是第三代磁性T型槽技術,通過嵌入永磁體模塊,使非鐵質工件也能實現瞬時裝夾,拓展了鋁合金等材料的加工可能性。
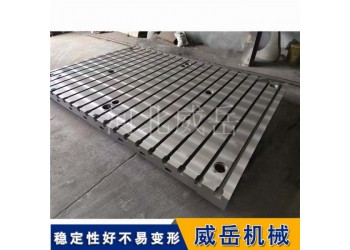
三、制造工藝的呈現
從毛坯到成品的制造鏈條中,每道工序都影響著性能。樹脂砂鑄造形成的平臺基體表面粗糙度控制在Ra12.5μm以內,經過三次人工時效處理(350℃×8h+自然時效90天+振動時效)后,組織穩定性超越標準ISO185-2019要求。精加工階段采用龍門銑與刮研結合的工藝,其中人工刮研每25mm×25mm區域內接觸點不少于20點,這種傳統工藝與現代數控技術的結合,使平臺微觀平面度可達0.003mm。某計量檢測機構的測試數據顯示,經過上述工藝處理的平臺在10t載荷下每米長度變形量僅為0.008mm。
威岳機械謝女士15350773479
鑄鐵對拖試驗平臺 汽車傳動軸扭轉疲勞試驗臺
http://www.56mei.com/goods/show-73342.html
大型電機裝配測試平板 T型槽平臺 承接定做
http://www.56mei.com/goods/show-73299.html
裝配平臺 檢驗工作臺 表面光滑 高精度測量
http://www.56mei.com/goods/show-73282.html
鑄鐵T型槽平臺平板 開槽工作臺 可打孔開槽 支持定制?
http://www.56mei.com/goods/show-73115.html
鑄鐵電機試驗平臺 綜合測試底板2X3米 4x8米
http://www.56mei.com/goods/show-73057.html
鑄鐵T型槽平板平臺 設計規格 精度可靠 可打孔開槽
http://www.56mei.com/goods/show-73195.html
電力測功機 變頻調速T型槽鑄鐵平臺 各種測試平臺由河北威岳機械公司提供,該企業負責電力測功機 變頻調速T型槽鑄鐵平臺 各種測試平臺的真實性、準確性和合法性。本站對此不承擔任何保證責任。